![[Wright Hub]](Wright-Hub.jpg)
See also also bike pic for other bike-related technical discussions and more failed parts.
Various hub problems have motivated to cyclists to new designs. This note studies several hubs that are interesting and (as of mid-2007) not especially well-known, although far from obscure. Each was used for a while, then disappeared. Two have since reappeared and become standard. Thus, it seems the idea was good yet something did not work out. How and why did the originals fail? For the most part, the following is speculation. However, it is interesting to study tradeoffs and differences between earlier and current designs.
Hub bearing life is reduced greatly by grit intrusion, water intrusion, and/or lack of lubricant. These problems were especially severe in the early days of cycling, when (a) materials were typically poor; (b) roads were typically dusty or muddy; and (c) cyclists typically used their equipment extensively as autos were not widely available and cyclists were not typically so wealthy as to replace major components every few thousand km.
To address the problem of short bearing life, Orville and Wilbur Wright introduced oil-bath hubs with seals to keep the oil in and contaminants out. The hubs were produced with their "Van Cleve" bicycle starting in approximately 1896 [Fir07, Pat07].
|
| From [Fir07]. |
The hub varies from conventional cup-and-cone bearings in several ways. The cones face outward, rest on stops on the axles. The cups face inward and are threaded in to the hub shell, with one or two lockrings (unclear) to hold the adjustment. A second set of cones face inward and act as spacers. Cones are used as spacers so that when the first set of cones fail, the two sets can be swapped. A felt seal sits between the small radius of the cones and the inner diameter of the cups in the hub shell. This seal both works to keep grit out, and to keep oil from dribbling from the hub when the bicycle is leaned over. The hub shell has one or more pluggable holes, used to (partly) fill the shell with oil.
Note that cartridge bearings were not available at the time.
Felt oil seals are still used in some applications [Col07].
Advertisements claimed the seals were good enough that re-oiling was needed only every two years [NPS07a, NPS07b],
It is unclear how widely the Wright hubs were sold or how well they performed compared to other designs.
The Wrights were successful in the cycling business. Hub production probably stopped as the Wrights switched from cycles to airplanes. They made few cycles after 1902 and none after 1904. In 1909 or 1910, remaining parts were sold and Van Cleve rights sold, though it is not clear what if any Wright parts continued in production [Fir07].
Early bicycles used a sprocket screwed on the hub. Subsequent variations included thread-on freewheels — screw-on ratchets with sprockets attached to the ratchet — ratchets integrated with the hub;, and ratchets integrated with multi-speed hub gears. As derailleur gears were introduced, thread-on freewheels were the primary and perhaps only style.
And there's also questions of function driving design vs. concept. For example, the 1925 Hirondelle has a hexagonal spline and an outboard bearing; it is thus similar in respects to the common Shimano cassette design. However, the freewheel mechanism is with the sprockets that slide on the spline, which make it more like the Maillard Helicomatic design. However, this may be motivated less by concept and more by the need to have separate freewheels — the bicycle uses retro-direct gearing with forward pedaling engaging one sprocket/freewheel and backward pedaling engaging the other. (http://www.m-gineering.nl/retrog.htm as of 2014/01.)
The Bayliss-Wiley unit freewheel hub was introduced in 1938 and won the CTC (Cyclists Touring Club) award that year [Ori07]. It takes multiple sprockets and has an integrated freewheel. It was produced, with modifications, until at least the end of the 1950's. Following is a post-WWII version of unknown date (identified by the large flanges). It takes standard thread-on sprockets. It is missing at least dust cap and oiler.
The design is referred to variously as a "unit freewheel" "freewheel hub"; in modern parlance as "freehub" or "cassette hub" since modern versions use a stack of splined sprockets that install and remove together as a unit (cassette).
The shell is chromed steel with pressed-in bearing cups and a ratchet. The freehub body is steel with integral races, external threading for sprockets, and a series of machined features for pawls, pawl springs and retaining pins, and a circlip that retains the pawls. The axle is steel with threaded ends and a larger-diameter threaded central area that holds a double-faced cone screwed against a shoulder on the axle.
![[X]](img_c_0294.500.jpg)
![[X]](img_c_0297.500.jpg)
![[X]](img_c_0299.500.jpg)
![[X]](img_c_0304.500.jpg)
Dimensions measured with ordinary vernier calipers. Weights are with a scale that in principle has good accuracy but is uncalibrated — weights may therefore be reported with more digits of precision than truly available.
| Shell, ratchet, left dustcap | Shell: 78mm overall width, 58mm flange outer-to-outer, 53.5mm inner-to-inner, 2.25mm flange thickness; Left bearing barrel 12mm long (approx), 33mm-33.5mm OD taper, 29.2mm ID with press-in bearing cup. Left bearing cup 29.2mm OD, largest ID not measured, 14.5mm smallest ID. Flange 70mm OD, 62.5mm spoke hole circle diameter, spoke holes approx 2.5mm diam, approx 2.5mm from edge of spoke hole to edge of flange. Center spool 34mm long (approx), 16mm OD. Right bearing barrel 10.5mm long (approx), 37.8-38.1mm OD taper (approx.), 33.7mm ID. Bearing cup 29mm max ID, 15mm min ID (approx). Ratchet barrel left area 6mm long (approx.), 53.2-53.5mm OD taper (approx.) Ratchet barrel right dustcap area 53.4mm min, 54.5mm max OD. Ratchet barrel 49.5mm ID. Ratchet 49.5mm OD, 43.9mm root-root diam., 41.2mm peak-peak diam. Most shell dimensions are approximations, as transitions between sections are rounded. | 292.9g |
| Sprocket body, bearings, cage, dustcap, pawls, springs, circlip | 38.9mm long. 1mm long x 36.1mm diam. circlip shoulder, 1.8mm long circlip groove, 10.5mm long x 38.0mm pawl barrel, 22.2mm long x 34.7mm diam. sprocket threads, 2.5mm long x 32.7mm diam. right end with 28.7mm wrench flats. 1.2mm diam. wire circlip. 30mm long (approx.) x 0.4mm wire diam. wire pawl springs. 14.8mm long x 6.0mm wide x 3.0mm thick pawls, 3.0mm or less outboard pivot. 2.5mm diam. (approx.) spring retaining pins. 25.5mm dustcap OD, 18.0mm dustcap ID. Sprocket carrier bearings: 6 x 6.35mm diam. (approx.) bearings in clip for right. | 135.2g |
| axle & double cone | Axle: 157mm long, 40mm long threaded left end, 42mm long threaded right end, center cone threading starts 56.5mm from right end, double cone shoulder ends 78mm from right end. 10.1mm diam. smooth center, 11.1mm diam. double cone axle shoulder, 10.5mm diam. double-cone thread, 9.4mm diam. end threads. Double cone: 15.8mm overall length, 6.4mm left cone length; 7.1mm right cone length, 16.1mm left cone small diameter, 20.7mm left cone large diameter, 18.5mm right cone large diameter, 13.9mm right cone small diameter | 101.8g |
| Sprocket carrier bearings | 8 x 4.75mm diam. bearings in clip for left. | 5.3g |
| Hub shell bearings | Left 9 x 6.35mm diam., right 11 x 6.35mm diam. | 20.8g |
| Axle nuts | 2 x 8mm long, 14.8mm flats. | ??g |
| Locknuts | 2 x 3.2mm long, 14.9mm flats. | 6.1g |
| Keyed lockwasher | 2 x 1.25mm long, 17.7mm OD, 9.8mm ID excluding key. | 3.2g |
| Left hub shell cone | 13.7mm long, cone section 6mm (approx.). 12mm smallest OD, 17.5mm largest OD, 15mm flats. Bearing race taper is relatively shallow near small OD, relatively steep near large OD. | 13.1g |
| Right freehub body cone | 13.4mm long, cone section 6.5mm (approx.). 12mm smallest OD, 17.5mm largest OD, 15mm flats. Bearing race taper is relatively uniform from small to large OD. | 12.9g |
| Total | 591.3 + axle nuts (sum) | |
| Total | 607g (measured) |
Several reasons are typically given given for the 1980's development of cassette hubs, including:
It is unclear what were the reasons for developing the Bayliss-Wiley unit freewheel. As comparison against the modern freehub goals:
Although reduced weight was not a 1980's freehub goal, 2000's freehubs are significantly lighter than similar freewheel hubs plus freewheels. It is not clear if the weight difference is intrinsic, or if it reflects stopped development of freewheels.
For more on freewheel axle failures and solutions, see here.
Easier sprocket removal and readuced bearing overhang were also addressed by the Maillard Helicomatic. It used a very coarse thread plus a lockring to hold the freewheel. The freewheel still self-tightened, and was reported to be sometimes difficult to remove. (It seems likely a straight spline would have worked well, given the use of a lockring.) The Helicomatic was also reportedly subject to axle failures, despite its reduced axle overhang. Shimano introduced the cassette hub about the same time and it won in the marketplace.
Early casstte hubs used at least one screw-on sprocket. Designs since the 1990s use all splined sprockets and a separate lockring. The separate lockring allows the use of a smaller sprocket. It has the side benefit of separating the sprocket attaching force from pedaling force, and as result sprockets can be removed using a tool weighing a few tens of grams.
Modern clusters use integrated sprocket sets with patterned teeth to improve shifting under load. Sprocket-to-sprocket alignment is sufficiently critical that a 16-tooth sprocket between 15-tooth and 17-tooth sprockets may have a different profile than a 16-tooth sprocket between 14-tooth and 18-tooth sprockets. This has the effect of making sprockets non-interchangeable, despite the uniform spline size. Further, the integrated sprocket sets often mean only the manufacturer can select the sprockets in a set.
Bayliss-wiley stopped unit freewheel hub production in the late 1950s or after. Current evidence suggest unit-freewheel hubs — aside from coaster-brake and 3-speed types of freewheeling hubs — disappeared as well until small-production designs appeared in the 1970's. Broken axles and difficult-to-remove freewheels remainded a difficulty for cycling, so why was the unit freewheel dropped? How did it fail compared to conventinal hubs and freewheels?
Some guesses:
The following picture is from http://www.flickr.com/photos/stronglight/3575817778 as of 2012/08. It is unclear if this was a Bayless-Wiley; the design is similar in many ways, but note, e.g., the use of splined sprockets.
![[3575817778_155a5b32b7_z.jpg]](farm4.staticflickr.com/3591/3575817778_54ff21d323_o.jpg)
|
|
Freehub with splined cassette cogs _ 1949 This illustration by Daniel Rebour, was reprinted in the Japanese publication "The Data Book" in 1983. But this image with the caption seen here first appeared in Rebour's own 1949 book "La Pratique du Velo". http://www.flickr.com/photos/stronglight/3575817778/in/photostream/ as of 2012/08 |
Cartridge bearings became available by the early 1900s and were used in bicycle hubs at least as early as the 1946 Harden hubs [Sto01], although probably much earlier, by the 1930s [Hei06].
Harden hub shells are machined from aluminum castings. This allows large flanges without either the waste of machining from solid or the complications of multi-part shells.
The following describes a Harden "track" hub used with a single sprocket and left-threaded lockring. The hub has large flanges which are solid, not drilled to reduce weight; and at the periphery they bevel inward like a blade rather than being uniformly radiused. Due to the similarity with disc cutters in meat shops, these hubs are known as "bacon slicers".
This particular hub was purchased from Hilary Stone, who may know more of its history. It has non-original axle nuts and at least one locknut is non-original — one has 15mm flats and appears machined, the other has 16mm flats and appears stamped. Guess is the latter is the replacement. The hub is also 114.6mm OD, which may also be non-original.
![[X]](img_c_0384.500.jpg)
![[X]](img_c_0387.500.jpg)
![[X]](img_c_0385.500.jpg)
![[X]](img_c_0382.500.jpg)
![[X]](img_c_0373.500.jpg)
![[X]](img_c_0377.500.jpg)
![[X]](img_c_0378.500.jpg)
![[X]](img_c_0354.500.jpg)
![[X]](img_c_0363.500.jpg)
![[X]](img_c_0371.500.jpg)
![[X]](img_c_0366.500.jpg)
![[X]](img_c_0383.500.jpg)
![[X]](img_c_0360.500.jpg)
![[X]](img_c_0362.500.jpg)
![[X]](img_c_0361.500.jpg)
Dimensions measured with ordinary vernier calipers. Weights are with a scale that in principle has good accuracy but is uncalibrated — weights may therefore be reported with more digits of precision than truly available.
| Shell w/ one bearing | 70.4mm flange-flange outer spacing, 65.8mm inner spacing, 2.2mm thickness (2.3mm computed). Flanges nearly paralel — uniform thickness, not conical. 84.8mm diam. flange, 76mm diam. spoke hole circle, 2mm diam. spoke holes (approx.), 1.3mm from hole edge to bevel, 3.3mm from hole edge to OD (approx.). 1.0mm width at end of bevel (approx.). 5.9mm long x 34.6mm diam. x 0.9mm pitch (approx.) sprocket thread. 4.8mm long x 32.5mm diam. x 0.9mm pitch (approx.) lockring thread. | 127.6g (est. 117.5g w/o bearing) |
| Bearing | 22.2mm OD, 9.5mm ID, 5.5mm width, using 9 balls. The left bearing is located almost directly under the left flange. The right bearing at the outboard end of the sprocket threads. | 10.1g |
| Axle nuts (non-original) | 15mm flats | 23.7g (both) |
| Locknut -- left | 16.1-16.2mm flats, 3.1mm thick. Steel. | 3.6g |
| Spacer -- left | 16.9-17.1mm OD, 2.1mm thick. Aluminum. | 2.15g |
| Inboard nuts | Overall length ?? Maximum diameter ?? 15.4-15.7mm flats. Flats 11.7 deep. Inboard step 0.4mm (approx.) Flange OD tapers at approx 30° from outboard to inboard. Aluminum | 25.5g (both) |
| Axle | 147.7mm long overall, Axle is symmetrical. 2mm conical end of axle (approx.). 27.4mm long x 9.5mm diam. threaded end with 18.2mm long x 8.2mm across flatted end section. 1.6mm long (approx.) x 8.4mm diam. groove between threads and bearing support. 5.5mm long x 9.5mm diam. bearing support. 1.7mm long (approx.) x 8.9mm diam. groove between bearing support and shoulder. 2mm long x 11mm diam. bearing shoulder. 2.5mm (approx.) radius from shoulder to axle center diameter. Axle center section is 8.0mm diam. along most of length but 7.6mm at one end and 8.3mm at the other. Shoulders are 39.5mm from axle ends and 70.5mm shoulder-to-shoulder. | 65.3g |
| Lubrication fitting | 6.45mm flats. 5.6mm tall. 4.6mm diam. thread. 0.65mm pitch (approx). The original may have had a spacer between fitting hex and hub. Note: remove fitting before removing axle, due to interference with bearing shoulder on axle. | 1.2 g |
| Whole hub | 259g (sum) | |
| Whole hub | 252g measured |
The bearing outer race is stamped (probably) "KLNJ 3/8", "R&M", "28M2", and "ENG". The inner race is stamped (probably) "KLNJ 3/8", "R&M", and "28U2". It appears to be a Conrad (offset fill) bearing. It has no shields or seals, and appears to have no provision for them.
The lubrication fitting is aluminum. The back side is rounded where it faces the axle. It may have been ground this way or pushed this way. Judging by some pictures online, it originally used a spacer between the hex and the hub. Note: remove the fitting before removing the axle, as axle bearing shoulders hit the fitting.
The assembly is 16.5mm from locknut to flange on the left, and 28mm from locknut to flange on the right.
The left flange is stamped "PROV. PAT", "HARDEN A PILLLAR OF INDUSTRY BIRMINGHAM", and "MADE IN ENGLAND".
The original motivation for the hub is unclear, though more information may be forthcoming [TU07]. Some literature allows deduction. A period advertisement [Lun07] proclaims smoothness cyclists have "been wanting for years", suggesting that is the major innovation. It also claims they are low weight, durable, and weatherproof. The hub flange is stamped "PROV. PAT", probably for "provisional patent". It would be interesting to study the patent records to determine what was being patented and what problem was being solved.
Cup-and-cone bearings are not intrinsically rough, but they are not so commonly used that they can be bought easily from bearing specialists. In contrast, cartridge bearings are produced in far greater volume than bicycles, allowing economies of scale and refinement of production. Notably, this means the hub builder chooses between either smooth mass-produced cartridge bearings or relatively rough small-volume cup-and-cone bearings.
Although the difference in smoothness is touted for many cartridge-bearing hubs, it is unclear the intrinsic difference in rolling drag or service life is significant.
This Harden rear hub is 252g. As comparison, a somehwat newer Campagnolo large-flange hub with 120mm OLD, quick-release axle but no quick release, and with freewheel threads (no left-hand locknut threads) weighs 237g. Adding the Harden's 23g of axle nuts would push the Campagnolo hub to 260g, despite having drilled flanges, narrower flanges and a narrower (lighter) spool, no forced lubrication, and a smaller (66.5mm) spoke hole diameter.
The bearing cartridges weigh about 10g. As comparison, a standard 1/4" ball weighs about 1g, so a standard 9-ball complement without any races will weigh about 90% of the Harden's whole bearing cartridge! All else equal, the cartridge's smaller bearings should yield markedly shorter service life, but the greatest cause of hub bearing failure is probably contamination, and the Harden's gives attention to contamination (below).
Unfortunately without records indicating customer satisfaction with Harden hub durability, we can only guess.
In the Harden's era, common hub failure points were axle and bearing races. The Harden smooth axle — that is, lack of threads where the axle is unsupported by spacers, nuts, etc., — may have improved durability compared to a conventional axle, which is threaded and thus has stress risers. However, the Harden axle is also quite slender in the center — 8.0mm vs. about 9.5mm for a conventional axle, giving 70% the nominal strength. The axle also has several square-cornered "necks" as small as small as 8.4mm, which at first appear problematic, but bending loads at those points should supported mostly by the nuts on the axle.
Bearing race durability is addressed at least four ways:
The first tactic is a close gap between dustcap and hub shell to reduce contaminant intrusion. A close gap has at least three effects. First, a smaller gap means less total area for contaminents to enter. Second, only contaminants smaller than the gap can ever enter. Third, surface tension of water at the gap may hold some contaminents from entry. Harden combines the inner bearing nut and the dustcap. That may at first seem a frivolous expense, but a simple nut and washer would not achieve the radial alignment needed to make such a close gap between the dustcap and shell.
Close-gap dustcaps are a good idea, but oil-lubricated bearings with labyrinth seals would probably be better. Sturmey-Archer hubs used oil+labyringth seals well before Harden's time, so should have been well-known. Also, oil's slightly lower rolling drag would be especially appealing for a sport hub. The Harden dustcap design is not well-suited to oil lubrication. One reason is the gap is at a larger radius than the bearing; the gap should be at smaller diameter, both to retain oil and so oil does not continually wash contaminants from the gap to the bearings. Another reason is good sealing needs a gap inside the hub, so surface tension holds oil or water at the gap solidly — the Harden has a flat inner dustcap face. Oddly, even hubs designed for oil lubrication rarely use proper labyrinth seals.
The second tactic is placing the gap out of direct wind or high pressure zones, so contaminants are not driven through the gap. Conventional hub bearings use a close-fitting dustcap but place the gap at the cone. Thus, normal riding with a conventional dustcap creates a high-pressure zone right at the gap, helping to drive in contaminants.
The third tactic is a grease-purge system for quick, simple, and thus frequent pushing out of grease and contaminants, replaced with clean grease. The principle problem of a grease-purge system is the hub cavity is filled with grease that is constantly churned by hub rotation. As result, contaminants entering on the outside gap are churned in to the grease and carried to the bearings. Thus, the system is effective if grease is purged frquently, but a lapse of regular service may cause more contamination than would have with a bearing repacked conventionally.
Essentially the same grease purge system was reinvented some 30 years later as the Wilderness Trail Bikes "Grease Guard" system.
The fourth tactic is replacing all wearing bearing components together &mdash both inner and outer races, and also the balls. That is, once the bearings are damaged, it is straightforwad to replace all worn elements.
Conventional hubs are often rebuilt with new cones and bearings, but the cups once damaged are not so readily replaced. A few makes (notably Campagnolo in to the 1970s) offered replacement cups, but for many other makes the cyclist or mechanic was left to scrounge them from other hubs, which required a ready supply of both used hubs with at least one good cup, plus the know-how to remove and replace cups.
The hub here has an offset-fill (Conrad) bearing designated "KLNJ 3/8". At least some Harden hubs have been used with a full-complement slot-fill bearing "LNJ 3/8" [UJ07].
If all else is equal, a full-complement bearing should have higher capacity for low-speed applications (such as bicycles). How much more will vary, but 30%-45% higher capacity is plausible.
Higher capacity should be useful. However, bearing life may be limited by grit intrusion and/or misalignment. In bicycles, slender and thin parts are often flexible and so can be aligned perfectly at rest but misaligned under load.
It is unclear what bearings were fitted originally by Harden; they were made by Hoffman [UJ07] but both offset-fill and full-complement designs were established at the time.
Offset-fill bearings tend to be far more common and widely-available; and also cheaper. Also, bearings often look adequate "by the book" but fail in bicycle service due in part to grit/alignment issues; there are other bearings that were sized according to nominal load and which are often replaced in the field with full-complement bearings. These trends together suggest offset-fill bearings may have been used first, and could have contributed to the Harden's reputation for bearing failures [Grif07] and later replacement with full-complement bearings.
Alternatively, worn full-complement bearings on an old hub are more likely to be replaced with "whatever is cheap" and especially "whatever is available" after Harden had gone out of business. This suggests slot-fill bearings may have been used first.
It would be interesting to find Harden literature or unused hubs.
The Harden axle uses deep relief between the place the Bearing inner race sits and the bearing shoulder. The relief is probably unneeded — bending loads pass through the inner bearing race, and if they did pass through the axle it would soon break as it is both thin and the "relief" is sharp-edged instead of rounded, so it is actually a stress-raiser not a relief! Since loads pass through the bearing race, reduced axle strength is probably irrelevant, but the bearing's inner race hangs over the inner "relief", leaving the bearing partly unsupported. This probably reduces bearing service life.
Note the wear pattern on the axle, shown below. The smooth section is the same width as the bearing's inner race, but due to the gap on the right, the bearing slides inboard. The inner race is therefore unsupported on the inboard side, which tends to exagerate race stresses and may lead to premature bearing failure.
![[X]](img_c_0363.crop.jpg)
Harden stopped hub production in about 1954. Current evidence suggest cartridge-bearing hubs disappeared from the market until Phil Wood reintroduced them in 1971. Cartridge bearings were certainly widely available, so what drove them from the marketplace? That is, how did they fail compared to conventinal bearings?
Some guesses:
Goss recalls about 150,000 hubs produced from 1945 to 1953 (8 years) with a staff of about 60 [Grif07], whose duties presumably included more than just hub production. In personal communication, Steve Griffith verifies this is the figure from Goss (not a typographical error) and that Goss' numbers are typically reliable.
Production amounts to roughly 19,000 hubs per year or something over 9,000 cycles per year (2 hubs per cycle). With only 500 hubs exported, that amounts to 9,000 cycles per year in the UK, at a time when the population was roughly 40,000,000. If there was one bicycle per person and a new bike every ten years, that makes annual sales 4,000,000 or about one in every 400 cycles sold would have had Harden hubs.
Sixty years later, Harden hubs are quite hard to come by compared to, say, Sturmey-Archer hubs of similar vintage. Although Sturmey-Archer was one of the large cycle parts makers, even limited-production items (much less than 150,000) appear easier to find than Harden hubs.
The scarcity of Harden hubs could be due to any of several factors including (a) much less than 150,000 production; (b) durability problems causing them to be discarded; and (c) production that far outstrips sales. Goss notes there may have been no Harden hub production in the last several years of sales, and Griffith points out some part of the inventory may have been scrapped.
If production covers five years, then 150,000 total is 30,000 per year and about 500 per worker per year or about two per day per worker. Each part shows substantial handwork (e.g., axles show irregularities suggesting they were hand-machined; hub shells were hand-polished). Also, some employees must have been involved in bookeeping, management, procuring, sales, shipping, and other non-production activities. Nonetheless, hubs are relatively simple, and it is certainly easy to imagine production of a few units per person per day.
It is, however, surprising such volume of Harden hubs would be produced without making them a relatively common item today.
Harden built a few unit freewheel hubs [TU07]. They apparently mounted the shell on one pair of bearings and the sprocket carrier on another pair of bearings that ran on the axle rather than a hub shell extension. It is unclear how the bearings were held, but unless there were spacers continuously over the axle from dropout to dropout, it is likely these would have had axle breaking problems due to overhang.
The following picture is from http://www.flickr.com/photos/stronglight/3547747079/ as of 2012/08.
![[3547747079_2e545f8788_z.jpg]](farm4.staticflickr.com/3319/3547747079_76ca57cae9_o.jpg)
|
|
Maxi C.A.R. rear hub 1949 "Le Roulement Annulaire" - (cartridge bearings) used on an early Maxi-Car hub. This was a small image scanned from an illustration by Daniel Rebour in his book "La Pratique du Velo" (1949)... my lettering added. I probably should have scanned this at larger size and higher resolution, but the original was printed on rather grainy and quite yellowed paper. This shows the idea clearly enough. Simple and efficient. These were the Phil Wood hubs of their day. The "CAR" in Maxi-Car is from the initials of the original designer/builder of the hubs, Charles Albert Ripet, who had been making bicycle hubs in Lyon, France since the 1930s. First with simple cone and loose ball design, then later he began to apply high quality industrial cartridge bearings to his top line hubs. They were finest and the most expensive hubs made, for many decades. I believe the cartridge bearings for these hubs were manufactured by the Swedish company "SKF" which was always famous for their precision bearings and are still one of the world leaders in high quality industrial bearing manufacture. |
This shows other makers of the day also used cartridge bearings. It is unclear if the Maxi C.A.R. had any of the Harden's design problems, or why it, too, fell from common use.
A similar-but-different high-flange hub appears at http://www.flickr.com/photos/stronglight/3574928401/in/photostream/. Although also labeled "Maxi-Car", some details suggest this drawing was of a Harden hub.
Bearings and axles are cited as a weak link for Harden hubs. When cartridge-bearing hubs were reintroduced in the 1970's by Phil Wood, Bullseye, Weyless, and Hi-E, they mostly used larger bearings and axles. Those hubs were typically successful (Weyless was an exception). Some Hi-E front hubs used smaller Harden-size bearings, but front wheel loads and axle cantilevering are less.
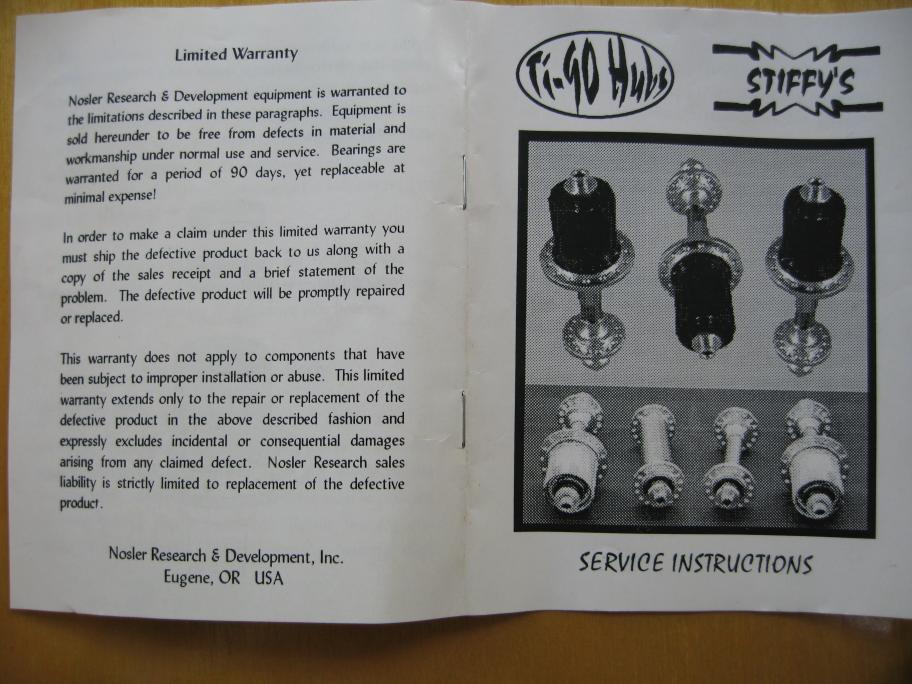
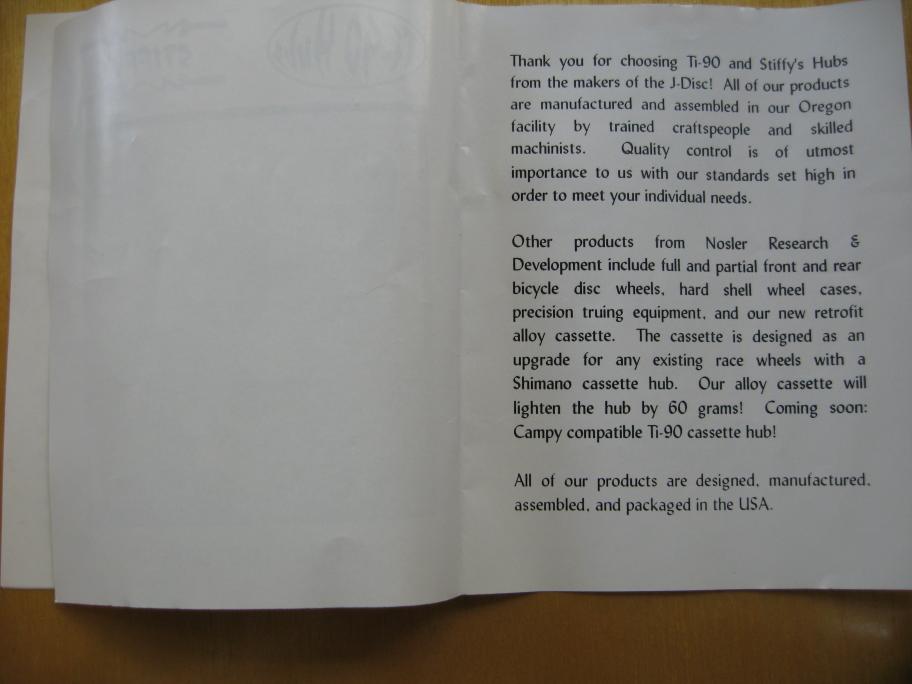
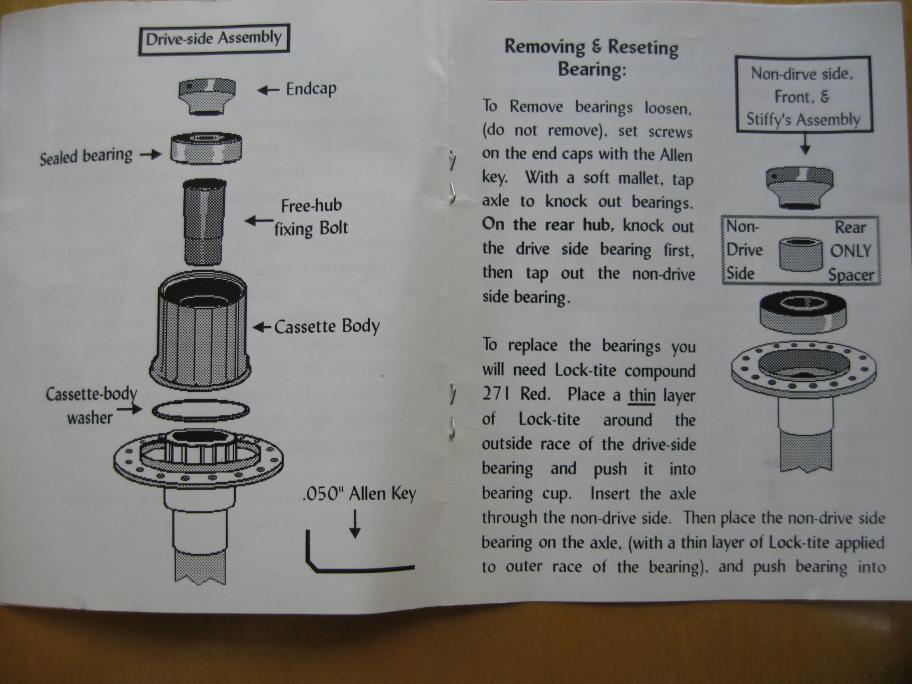
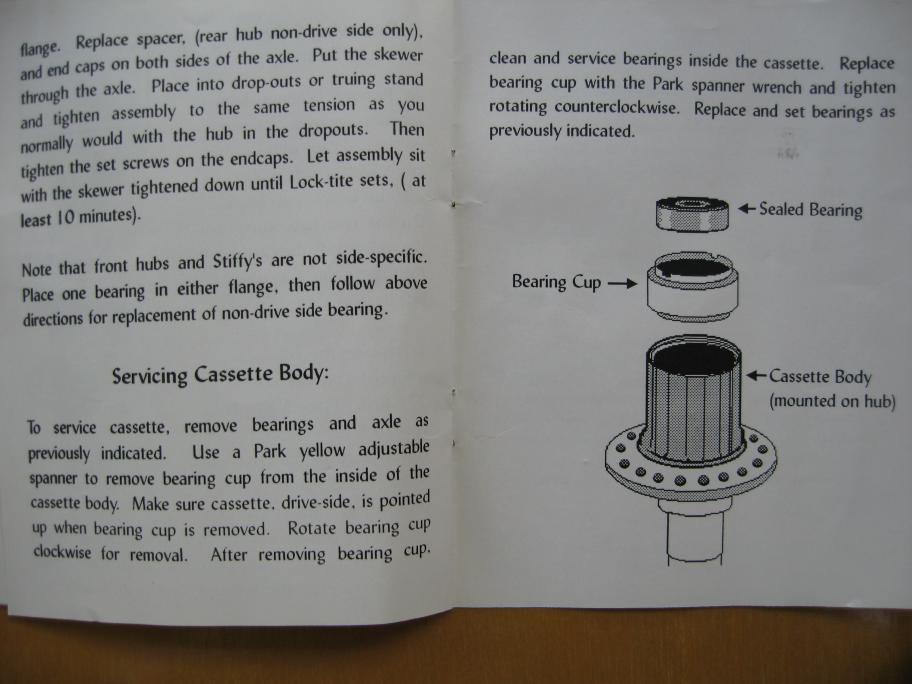
In the late 1980's and early 1990's several cassete (freehub) rear hubs were sold using size-6 bearings, same as the Hardens except for an extra 1.6mm width used to support rubber "seals". Makers included Nosler Research (also sold as "J-Disk", "Stiffy's", and "Ti-90") and Nuke-Proof.
Although only modestly successful in the market, these hubs did not have a particularly bad reputation for bearing or axle problems. That is despite the use of aluminum axles — which are more flexible than steel, and flex increases bearing loads. Aluminum axles might also be weaker than the steel Harden axles though it is difficult to say without more knowledge of Harden's steel. The relative success of the more modern hubs was achieved despite regular MTB use in gritty conditions. At least some bearing problems seemed due to poor OEM bearings, and replacing with normal-quality bearings solved many of those problems.
![[X]](img_c_0626.250.jpg)
![[X]](img_c_0632.250.jpg)
Service instructions: page 1 and back page, page 2 and 3, page 4 and 5, page 6 and 7. The setscrew uses an 0.050” Allen wrench.
Various factors may explain the relative success of these hubs. Although it is not straightforward to say which (if any) are the true explanation, it is nonetheless interesting that the hubs succeeded where Harden's with the same bearing size apparently failed.
There is at least some evidence for "replace before break". When Sachs entered the high-end cassette freehub market in the early 1990s, early advertisements said rear hubs used cartridge bearings but later advertisements did not. A call to Sachs confirmed they used cup-and-cone ball bearings and the representative remarked that while cartridge bearings had shown early promise they had not survived continued use by team riders. It is likely but not certain early prototypes used size-6 bearings.
Note that Enduro Bearings rates size-6 bearings as 138kg (304 pounds) static capacity and the full-complement slot-fill version 221 kgf (486 pounds) [End07].
[Col07] Colonial Seal Company home page http://www.colonialseal.com as of 2007/09/09. NOTE: this only mentions felt seals as a product. Best to find a felt seal application note.
[End07] Enduro Bearings, http://www.endurobearings.com/products/enduro_bearings.html as of 2007/10.
[Hei06] A History of Touring Bicycles Jan Heine, Adventure Cyclist, March 2006, pg. 10-17. https://www.adventurecycling.org/resources/Heine_touringbike-history.pdf as of 2012/08.
(pg. 11) "Maintenance-free cartridge bearings were used in hubs and bottom brackets as early as the 1930s."
[Fir07] "Wright Bicycles", First To Fly. http://www.first-to-fly.com/History/Just%20the%20Facts/wright_bicycles.htm as of 2007/09/08.
The Wright brothers introduced two inventions on their bicycles. The Van Cleve came with a special "self-oiling hub." Dayton only had 12 miles of paved streets in those days and the dust played havoc with bicycle bearings, causing them to wear quickly. The Wrights sealed the bearings with felt washers and created an oil reservoir inside the hub, cutting down on maintenance. This special hub also carried its own spare parts -- two extra bearing races or "cones" in which the bearings rode. These were the most likely parts to go on early bicycles.[...]
The bicycle business was good to the Wright brothers, initially. In their best year (1897), they made $3000 or $1500 apiece in a time when the average American worker was doing well to make $500 per year. They also managed to save $5000, which went a long way in financing their aviation experiments. By the turn of the century, however, the hand-made bicycle business was no longer lucrative. The American market had been saturated by thousands of businesses that had sprung up to satisfy the initial rush to own a bicycle. Huge manufacturing firms had geared up to manufacture bicycles for as little as $10 apiece. The Wrights were forced to lower their prices again and again to remain competitive.
[...]
The Wright manufactured very few bicycles after 1902 and none after 1904 -- they were much too busy developing and trying to find a market for their airplanes. When they finally began to sell aircraft in 1909, the bicycle shop at 1127 West Third Street was converted to a machine shop where employees of the Wright Company -- the brothers airplane manufacturing business -- turned out parts for the airplane engines and drive trains.
In 1909 or 1910, the Wrights sold all their remaining bicycle parts and the rights to the Van Cleve name to W.F. Meyers, a bicycle salesman, repairman, and machinist. Meyers did not make his own bicycles, but had another company put them together and he put the Van Cleve nameplate on them. Meyers continued to sell Van Cleve bicycles until 1939.
[Grif07] Steve Griffith, "HARDEN HUBS and other cycle products produced by the Harden Tool and Gauge Company". http://www.classiclightweights.co.uk/harden-steveg.html as of 2007/10/24.
[Harden used] cartridge bearings (caged non adjustable [rolling element bearings]) not just for their hubs but also for the bottom bracket. [...] in the late 1940s they produced a freehub 40 years ahead of Campagnolo and Shimano.
[Discussions] produce two [...] reactions [Some regard them] as the greatest hubs ever produced, light years ahead of their time. An engineering marvel combining free running with an appearance aesthetically pleasing to the eye. The contrary view is that they were expensive compared to quality cup and cone hubs of the period (e.g. Airlite and Bayliss Wiley) with bearings prone to failure and difficult to replace - simply not up to the job. Stories of axles breakage, especially in track racing are then quoted.
The purpose of this article is to outline Hardens history by reference to period sources, drawing on more recent research (1) and recollections by a former employee David Goss (2).
[...]
David Goss upon whose recollections this article draws extensively joined Harden in 1936 [...]. He then became an apprentice toolmaker and [...] foreman during the period of cycle component production. At the time of his marriage in 1940 his best man was Don Haupage, a well-known Midlands track cyclist who was then Harden foreman.
[Harden made cycle components due to] Don Haupage. [...] During WWII Harden made specialist alloy parts for the aircraft industry [...] this expertise [...] Haupage applied to bicycle hubs. [He made prototypes] including a front hub of magnesium alloy, which still survives to this day on his Joe Cooke cycle, which is owned by a VCC member.
In 1945 Harden obtain a patent for the Haupage alloy hub design with cartridge bearings. Manufacture began at the end of that year. Initially all hubs were large flange and undrilled [known as] ‘bacon slicers’. These were offered in versions typical for the time e.g. double or single fixed, gear /fixed and gear only. One problem [...] is that the spoke holes are drilled very close to the edge of the flange. This can result in the flanges cracking. This can be caused by a number of factors including spokes over tightened, a chain coming off the rear usually fixed sprocket or now simply the age of the metal (around 60 years old). [...] In 1947 a drilled version appeared described by Harden as with lightening holes. Some of the drilled hubs clearly started off as bacon slicers as some lightening holes are drilled through the Harden logo. Further evidence that Harden supply out weighed demand.
There were also small flange hubs although these are far rarer, by a ratio I estimate of 1 to 40. These were produced when the sale of large flange tailed off in 1948 the idea being to compete with Bayliss-Wiley and Airlite. This failed, as they were significantly more expensive. They were produced by merely reducing the size of the flange and thus are identical in all other respects to the large flange hub. David Goss estimates Harden produced 100,000 large flange hubs and about half that number of the conventional cup and cone version (Flywate).
The only hubs exported were 500 cartridge large flange, in 1947 to Australia (to Bruce and Co). [...]
In 1948 they produced a cartridge unit bottom bracket [...] to fit in an undrilled bracket shell. There was serious design fault [and] the axle tended to break on the drive side where it was a drilled for adjustment. This design was developed successfully by Stronglight who from the late 50s until the late 70s produced a very high quality (and expensive) needle roller bearing model in both cottered and cotterless versions.
In 1949 Harden marketed a freehub [...] with the top gear sprocket screwed on and the rest splined on. The weigh of the unit minus sprockets was 14 oz. It received a very positive test report in Cycling being subject to the uses and abuses of a tandem tour in a mountainous region of France. [...] Simplex and Bayliss-Wiley had both produced freehubs in the late 1930s, but these were based around conventional bearings. Both the freehub and the bottom bracket were produced in very small qualities: according to David Goss around 35 of each. At the height of cycle component production they employed about 60 staff.
[...]
Harden continued in the cycle trade until 1953 but [with no] innovation after 1949. Indeed David Goss suggests that they did not produce any hubs after 1950 merely selling existing stock. Their departure from the cycle business seems to have coincided with Don Haupage leaving to form a sub-contracting company, Beacon Tool Company. Also at this time there was the general decline in the lightweight cycle trade with the start of the car boom.
Not long after their introduction cyclist [had] technical problems with the hubs. Considerable numbers were returned usually with bearing problems, which cyclist and dealers believed to be unrepairable. Harden advertised a special service [...]: the opportunity to service your hubs [at] the factory on Saturday morning. For other cyclists they offered a 24-hour turnaround time. By 1951 this task had been given to outside contractors. By 1954 this service has ceased. Harden tried to fit stronger bearing, but to no avail.
Clearly there were problems but one wonders how much was caused by dealers and cyclists not understanding that it was possible to obtain replacement bearings and doing the job yourself. According to David Goss:
“We made more money [than selling hubs] setting up a repair service to replace the ball race bearings which had a very short life due to them being overstressed for the job they were expected to fulfill”
Even Cycling magazines technical expert, ‘The Lightweight Man’ writing 25th May 1960 stated that the bearings were not available. He was put right by a reader R. E. Greenbury a couple of weeks later who pointed out [...] they were easily available industrial bearings (he quotes Hoffman S3 and Fischer EE3). They could be fitted by removing the locknuts and dust caps, warming the bearing housing and taping the end of the spindle until the old bearings dropped out. To refit fit new bearings while still warm and refit dust caps and locknuts.
[...] there is a parallel with Cyclo and the uphill battle they had to introduce derailleur gears in Britain in the 30s. However unlike Harden, Cyclo issued very detail instructions to fitting servicing and repairing gears. Perhaps because of the money to be made in servicing, Harden deliberately refrained for issuing any maintenance instructions. Some of their adverts actually stated:
“never take your Harden hubs to pieces simply lubricate occasionally with a grease gun”.
During my research I came across a [...] rider [...] who worked for the local bus company repairing ticket machines noticed that these used the same bearings as Harden hubs. He then had a very successful sideline in repairs with his local club.
Hardens were far more expensive that other quality hubs. In a 1948 Cycling Claud Butler offered a pair of Fiamme rims on Gnutti’s for £4 12s 6d, the same rims on Hardens were £7 8s 6d. To many club cyclists this must have been far too much to pay. One reason for the high price was that the hub polishers belonged to a very powerful trade union and were able to demand high rates.
[...]
Early Hardens can be identified as they are stamped patent pending later ones have the patent number 596137 stamped on the flange.
The centre section diameter varies there seems to be two ranges:
a. 14.3mm to 14.6mm
b. 16mm to 16.6mmThis does not [correspond] to manufacturing dates, as hubs known to be sold as pairs have both diameters. This inconsistency extends to the Flywate range. It is not always the rear hub, which is fatter.
[...]
Cage bearing fit was 0.875" x 0.312" x 0.281"
The locknut was originally one piece, but with a change in supplier became two with a separate washer this occurred around 1948. Probably the [rarest] Harden hub is a rear with lightening holes on one side only; this was a Holdsworth rep sample designed to illustrate the two options in one hub. I have seen Hardens fitted with quick release axles, these are home made modifications.
In 1953 the company moved to South Wales [and] became known as Harden Valve Company based in Ammanford and continued in business until the 1990s but ceased to have any connection with the cycle trade.
[...]
[...] Thanks to the vision of one man, Don Haupage they produced some of the British cycle industries most technically innovative products. Throughout the last 50 years many high quality hubs have essentially refined Hardens design [including] Maxicar, Mavic, Sachs and Phil Wood. Today all bottom brackets use sealed bearing, which are a direct descendant of the Harden design. Similarly the freebub and sealed [bearing hub are nearly] ubitiquous. [...]
You may be asking at this stage is the author of this piece pro or anti Harden? To give a politicians answer I think there is something to be said for both views. Yes they were innovative, smooth running and aesthetically pleasing but there were certainly technical issues. According to David Goss the main problem was the bearing were insufficient for the task. Harden fitted 7/8" x 3/8" x 7/32" when he thinks they should have used 1-1/8" x 1/2" x 9/32". This would have made them even more expensive and heavier!
[...]
[Note: references (1) and (2) not given in the original.]
[Lun07] Harden photographs. Rolf Lunsmann At http://classicrendezvous.com/British_isles/harden%20_2.htm as of 2007/09/09.
Wide flange front hub and rear dual sided track hub
[...]
An ad for Harden hubs placed by their Australian agent Bruce Small Pty Ltd in 1948 in an Australian cycling magazine
"I've [...] been amazed at its sweet mechanical smoothness—something the racing cyclist has been wanting for years."
[...] They are feather-light, tough, virtually water-and grit-proof [...]
[NPS07a] "Bicycles", National Park Service. http://www.nps.gov/history/history/online_books/daav/chap5.htm as of 2007/09/09.
One of the "novel features" of the Van Cleve was its wheel hub. Designed by the brothers, the wheel hubs were dust proof and retained oil to the extent that they only needed to be oiled once every two years. This was achieved by containing the oil inside the hub instead of outside where dust would stick to it and dirty the mechanism. In addition, the Wright brothers designed their own coaster brake. [45]
[NPS07b] "Reading 3: From Bicycles to Airplanes", National Park Service. http://www.nps.gov/history/nr/twhp/wwwlps/lessons/111wrightoh/111facts3.htm as of 2007/09/09.
One particular element of their Van Cleve bicycles that they were proud of was their specially designed hub (the center of a wheel, from which the spokes radiate), which they announced, has "been a chief feature in making the Van Cleve reputation. We are certain that no hubs have been used in bicycles so satisfactory in all respects....they are absolutely dust proof, and oil retaining to a degree that one oiling in two years is all they require."4
[Ori07] ebaY auction, seller: originalstripe http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&rd=1&item=200144705597 as of 2007/09/09
Introduced in 1938 (and won the CTC award that year), and manufactured until at least the end of the 1950's. This is the postwar version with large flanges. Standard (modern) thread on track cogs can be used with this.
[Pat07] "Patent Pending Blog", Robert L. Shaver. http://patentpending.blogs.com/patent_pending_blog/bicycle_technology/index.html as of 2007/09/08.
In 1896 they began manufacturing bicycles, offering the Van Cleve and St. Clair models. In their best year, 1897, they made $1500 each in times when $500 per year was a good income in the U.S. They introduced several innovations, including sealed bearings, and bicycle pedals that were left or right threaded so that pedaling tended to tighten the pedals rather than loosen them. This technology is still in use today on bicycles.
[Sto01] "Harden Hubs -- Birmingham, England", Hilary Stone. http://classicrendezvous.com/British_isles/Harden.htm as of 2007/08/25.
Updated 9/27/2001
Harden hubs were some of the best and easiest rolling hubs ever made in England. Harden hubs were manufactured in Britain between 1946 and about 1954. They use annular cartridge bearing ball races which are easily replaced when worn. The races were a standard Imperial size and could be obtained from any bearing merchant. I rate these hubs as being the very best ever made in Britain.
Harden appear to have been an engineering firm based in Birmingham producing a small range of very high quality hubs. Their product carried the slogan "Harden: a pillar of industry, Birmingham".
[TU07] Alex von Tutschek and Peter Underwood, "Harden Hubs". From http://www.classiclightweights.co.uk/harden.html as of 2007/08/25
Harden hubs were manufactured in the UK in the post-war years. Unlike many makes they were machined in alloy from a casting. They were produced with small-flange, large-flange solid flange and large-flange drilled flange. They also produced in very small numbers a large-flange version with an integral freewheel - see below.
Most Harden hubs were built with cartridge sealed bearings but they did produce a cheaper version known as the Flyweight which had conventional cones, ball bearings, etc. In spite of this the more expensive model seemed to outsell the cheaper by many times.
Alex Von Tutschek has opened his treasure chest to let us see his 1950 Harden Unit Free-Wheel Hub. A bulge on the inside of the drive side of the hub contains the free-wheel ratchet on an internal barrel. This slides over the axle which is already supported by two ball races. The barrel has two more races so the whole thing is very well located, obviously not noted at the Campagnolo works. It was available for 3 or 4-speeds with the option of a 'special' 5-speed. Alex points out that there is a large void in the hub so although there is a grease nipple fitted one would need a grease-gun full to fill it. I assume the grease is kept away from the pawls! Note Harden wing nuts.
Harden Freewheel hub. Part No 1200 - text and image by AVT This device was available for a short period in 1949/50, it combined an Harden alloy hub with a in-built freewheel and looked quite attractive. They were built for 3 or 4 speed on 1/8" chain or 5-speeds with a 3/32" and have four ball races within. The weight of the unit less the sprockets was 14 1/2 oz.
These are very rare today and few are know to have survived. This writer has just traced the gentleman at Harden's who was responsible for the design of this product. There will be more information to add very soon.
[UJ07] Peter Underwood and Tony Jenkins "Harden hubs - bearing replacement". From http://www.classiclightweights.co.uk/harden-servicing.html as of 2015/12.
Tony Jenkins disassembled a Harden hub and found one bearing was a Conrad (offset fill) KLNJ 3/8 "43 2" R&M, while the other was a full-complement slot-fill LNJ 3/8 "3482"(?) R&M.
{kind=link}
{kind=link}
{kind=link}
{kind=link}